|
|
|
|
|
Шарикоподшипник e 750.20.00.B Slewing с размером 742.3x572x56mm с внешними зубами
|
Подробная информация о продукте:
Оплата и доставка Условия:
|




Подробное описание продукта
| Зубы: | внешние зубы | Тип уплотнений: | ДВУСТОРОННЕЕ УПЛОТНЕНИЕ |
|---|---|---|---|
| Номер строки: | Определите строку | Материал кольца: | 42CrMo 50Mn |
| Pulg: | Да | Смазка: | Тавот |
Шарикоподшипник E750.20.00.B Slewing с размером 742.3x572x56mm с внешними зубами
Подшипник slewing e 750.20.00.B с внешними зубами принадлежит для того чтобы утончить подшипник раздела, наружное кольцо и внутреннюю высоту только 56mm кольца,
Подшипник Slewing E750.20.00.B состоять из наружного кольца, внутреннего кольца, шарика и уплотнения. Наружное кольцо с зубами. Оно составлен 2 колец места. Оно имеет компактную текстуру, легковес, и четырехточечный контакт между стальным шариком и raceway дуги. Оно может принести осевую силу, радиальную силу и переворачивать момент в то же время. Строительную технику роторного транспортера, сваривая манипулятора, небольшого и среднего размера крана и экскаватора можно выбрать.
E 750.20.00.B slewing носящ детали размера как следование:
| Носить тип | E 750.20.00.B |
| Размер | 742.3x572x56mm |
| Наружный dia | 742.3mm |
| Внутренний dia | 572mm |
| Высота | 56mm |
| Свертывая тело: | Шарик |
| Наружный материал кольца | 50Mn, 42CrMo |
| Внутренний материал кольца | 50Mn, 42CrMo |
| Материал шарика | GCr15 |
| Герметизируя тип | Двустороннее уплотнение |
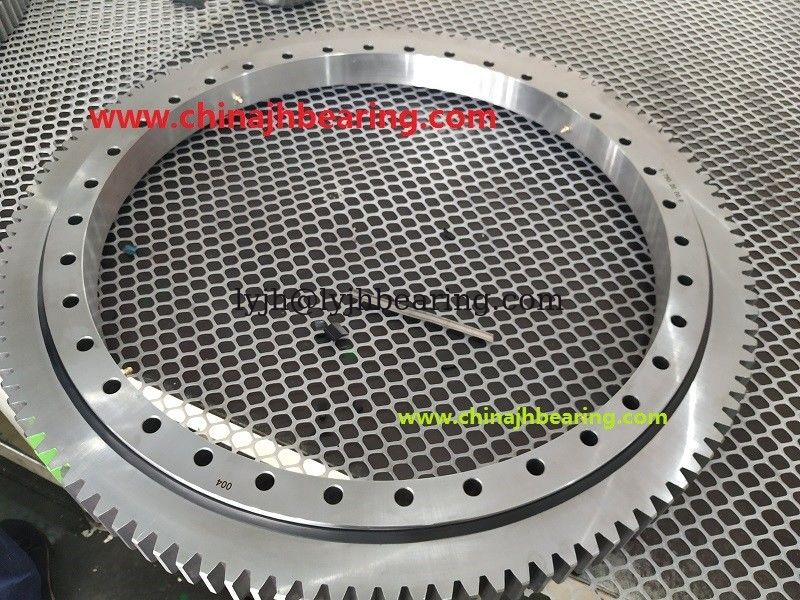
E 750.20.00.B slewing носящ фактическое изображение, пожалуйста ссылает на изображение:
![]()
![]()
E 750.20.00.B slewing носящ процесс продукта:
Ковать процесс:
Пробелы колец скольжения главным образом сделаны из штаног и трубок, пока куя процесс только применим к штангам. Однако, вковки использовать пустые материалы в носить производство, и соответствующие для больших и среднего размера подшипников. Вковку можно разделить в горячую вковку вковки, ковка вхолодную и теплых. Горячая вковка ссылается на обработку над температурой рекристаллизации металла заготовки, теплая вковка кует на температуре не превышая температуру рекристаллизации, и ковка вхолодную ссылает на ковать на нормальной температуре.
Цель вковки ferrule: 1. Через вковку, получите пробел с размером подобным продукту, улучшить использование материалов металла, уменьшить количество подвергать механической обработке, и уменьшить цены. 2. вковка может исключить внутренние дефекты металла, улучшить структуру, и таким образом увеличить срок службы подшипника.
Общий процесс вковки:
Материал Адвокатуры, осмотр, нагревающ, прикрывающ, вторичное топление, кующ, свертывающ, охлаждающ, обжигать, очищая.
Грубый поворачивать: Грубый поворачивать выполнен согласно чертежу поворачивая процесса, и режа скорость и количество резать строго снабжены согласно техническим регулировкам (общая скорость вырезывания 5 rpm. Режа количество 10mm | 12mm).
2,2 грубое поворачивая вызревание: После грубый поворачивать носить части завершены, не позволены трехочковая поддержка и плоский класть (штабелировать не позволен), и точность поворачивая обработку можно выполнить после старея времени нет чем 48 часов.
2,3 штраф поворачивая носить части заканчивая поворачивать, скорость вырезывания 6 до 8 революций в минуту, и количество вырезывания 0,3 до 0,5 mm.
2,4 поворачивать точности: Для предотвращения частей от деформировать когда нося части в конце концов закончены, части необходимо отпустить для того чтобы сделать части в не-усиленном государстве. Поворачивая скорость 8 революций в минуту и режа количество 0,2 mm.
Контактная информация
Другие продукты
-
Подшипник Slewing RKS.062.25.1204 с внутренней шестерней, 1072x1289x68 mm, стандартом JBT10471
-
Подшипник Slewing RKS.062.20.0544 с внутренней шестерней, 445.2x616x56 mm, стандартом JBT10471
-
Подшипник Slewing RKS.062.20.0414 с внутренней шестерней, 326.5x486x56 mm, стандартом JBT10471
-
RKS.23 0411 Опорно-поворотный подшипник,304x518x56мм,шарикоподшипник без шестерни
-
Шариковый опорно-поворотный подшипник с четырьмя точками контакта с внешними зубьями 1072*776*80мм шестерни
-
Таблица нержавеющей стали роторная нося изготовитель e 750.20.00.B для медицинского оборудования