|
|
|
|
|
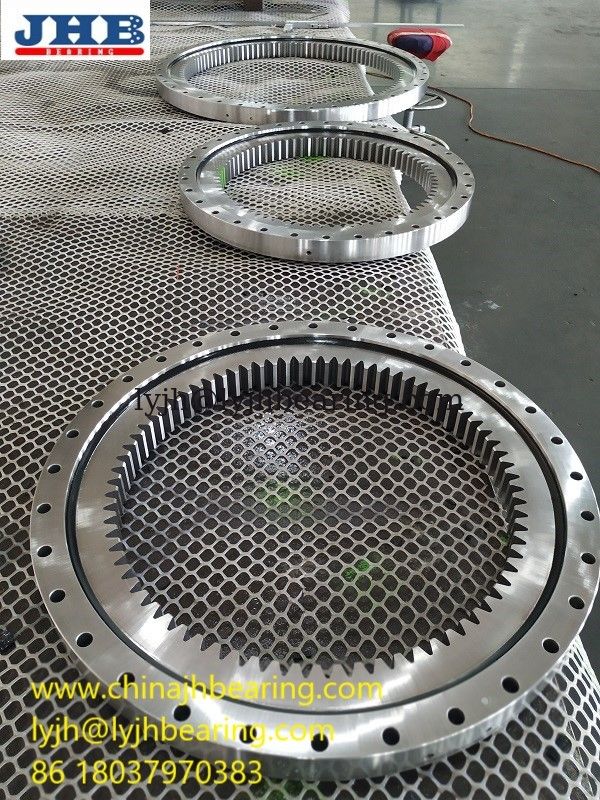
RKS.161.14.0544 пересекло подшипник Slewing ролика с внешними зубами, 474x640.8x56 mm
|
Подробная информация о продукте:
Оплата и доставка Условия:
|




Подробное описание продукта
| Оценка точности: | П0 П6 П5 | Тип уплотнений: | загерметизированный двойник |
|---|---|---|---|
| Номер строки: | Определите строку | Наружный Дя: | 640.8mm |
| Внутренний ДИА: | 474mm | Высота: | 56мм |
RKS.161.14.0544 пересекло подшипник Slewing ролика с внешними зубами, 474x640.8x56 mm
RKS.161.14.0544 Одиночная строка пересекла цилиндрический подшипник slewing ролика
Размеры - d (внутри диаметра) 474 mm
Размеры - d (вне диаметра) 640,8 mm
Размеры - b (ширина) 56 mm
![]()
|
Основные размеры (mm) |
Носить обозначения |
Размер шестерни |
оценка основной нагрузки (KN) |
Вес |
|||||
|
d |
D |
B |
d0 (mm) |
m |
z |
C |
Co |
(КИЛОГРАММЫ) |
|
|
474 |
640,8 |
56 |
RKS.161.14.0544 |
630 |
6 |
105 |
194 |
784 |
44 |
![]()
![]()
![]()
Одиночная строка RKS.161.14.0544 пересекла цилиндрические подшипники slewing ролика проста в дизайне, состоящ из цельного внутреннего и наружного кольца и цилиндрических роликов отделенного прокладками полиамида и вообще защищенного объединенными уплотнениями.
RKS.161.14.0544 наружное кольцо и внутренний материал кольца: 42CrMo, 42CrMo4V, 50Mn в соответствии с EN10083
Материал ролика: 100Cr6 нося сталь, в соответствии с EN ISO683
Ранг точности зубов Geart: в соответствии с ISO1328
Материал масла или тавота: Тавот лития
Внутреннее кольцо и наружная твердость материала кольца: гасить и закалять: HB229~269
Поверхностная цементация Raceway: HRC55~62
RKS.161.14.0544 пакет: Внутри упаковки: полиэтиленовая пленка + бумага kraft + голубая лента; Внешняя упаковка: случай стандартного свободно-окуривания экспорта деревянный. мы можем уверить что нося грузить морским путем или самолетом.
Срок поставки: 25-35 дней
Вообще, подшипники slewing RKS.161.14.0544 крупноразмерные свертывая подшипники которые могут приспособить нагрузки осевых, радиальных и момента действуя или в одиночку или в комбинации и в любом направлении. Они могут выполнить оба движения slewing (осциллировать) так же, как вращательные движения.
По существу, подшипник slewing RKS.161.14.0544 состоит из внутреннего кольца, наружного кольца и свертывая rollers−that elements−balls или цилиндрических отделено прокладками полиамида. Обеспечены, что с отверстиями приспосабливают кольца, одно чего обычно включает шестерню, болты приложения. Отверстия могут быть продеты нитку.
Вообще, только затвердеты raceways в кольцах и земле точности. Объединенные уплотнения сделали из бутадиенового каучука акрилонитрила (NBR) для того чтобы держать смазку внутри, и загрязняющих елементов из подшипника.
Ковать процесс:
Пробелы колец скольжения главным образом сделаны из штаног и трубок, пока куя процесс только применим к штангам. Однако, вковки использовать пустые материалы в носить производство, и соответствующие для больших и среднего размера подшипников. Вковку можно разделить в горячую вковку вковки, ковка вхолодную и теплых. Горячая вковка ссылается на обработку над температурой рекристаллизации металла заготовки, теплая вковка кует на температуре не превышая температуру рекристаллизации, и ковка вхолодную ссылает на ковать на нормальной температуре.
Цель вковки ferrule: 1. Через вковку, получите пробел с размером подобным продукту, улучшить использование материалов металла, уменьшить количество подвергать механической обработке, и уменьшить цены. 2. вковка может исключить внутренние дефекты металла, улучшить структуру, и таким образом увеличить срок службы подшипника.
Общий процесс вковки:
Материал Адвокатуры, осмотр, нагревающ, прикрывающ, вторичное топление, кующ, свертывающ, охлаждающ, обжигать, очищая
Грубый поворачивать: Грубый поворачивать выполнен согласно чертежу поворачивая процесса, и режа скорость и количество резать строго снабжены согласно техническим регулировкам (общая скорость вырезывания 5 rpm. Режа количество 10mm | 12mm).
2,2 грубое поворачивая вызревание: После грубый поворачивать носить части завершены, не позволены трехочковая поддержка и плоский класть (штабелировать не позволен), и точность поворачивая обработку можно выполнить после старея времени нет чем 48 часов.
2,3 штраф поворачивая носить части заканчивая поворачивать, скорость вырезывания 6 до 8 революций в минуту, и количество вырезывания 0,3 до 0,5 mm.
2,4 поворачивать точности: Для предотвращения частей от деформировать когда нося части в конце концов закончены, части необходимо отпустить для того чтобы сделать части в не-усиленном государстве. Поворачивая скорость 8 революций в минуту и режа количество 0,2 mm.
2,5 процесс внутреннего кольца подшипника slewing ролика креста и 3-строки особенный: Предотвратить кольцо slewing ролика креста и 3-строки нося внутреннее от деформировать после термической обработки. Поворачивая процесс необходимо выполнить в парах, т.е., raceway обработка спиной к спине. Никакое вырезывание не выполнено перед термической обработкой, и вырезывание выполнено после нагревать.
2,6 законченный автомобиль после нагревать: После внутренних и наружных колец подшипника жар-обработайте, процесс законченного автомобиля поворачивая унесен, и технические процедуры эти же как 2,3 и 2,43)
Подшипники Slewing RKS.161.14.0544 выполняют весьма хорошо в разнообразие применениях как:
• платформы доступа
• экскаваторы колеса ведра
• заграждения транспортера
• краны всех типов
• небольшие, средние и большие экскаваторы
• таблицы индицирования
• башенки ковша
• оффшорные применения
• роботы
• железнодорожные тележки
• роторные платформы
• штабелеукладчики
• солнечные зеркала
• машины расточкой тоннеля
• ветротурбины
![]()
![]()
![]()
Контактная информация
Другие продукты
-
Подшипник Slewing RKS.062.25.1204 с внутренней шестерней, 1072x1289x68 mm, стандартом JBT10471
-
Подшипник Slewing RKS.062.20.0544 с внутренней шестерней, 445.2x616x56 mm, стандартом JBT10471
-
Подшипник Slewing RKS.062.20.0414 с внутренней шестерней, 326.5x486x56 mm, стандартом JBT10471
-
RKS.23 0411 Опорно-поворотный подшипник,304x518x56мм,шарикоподшипник без шестерни
-
Шариковый опорно-поворотный подшипник с четырьмя точками контакта с внешними зубьями 1072*776*80мм шестерни
-
Таблица нержавеющей стали роторная нося изготовитель e 750.20.00.B для медицинского оборудования