|
|
|
|
|
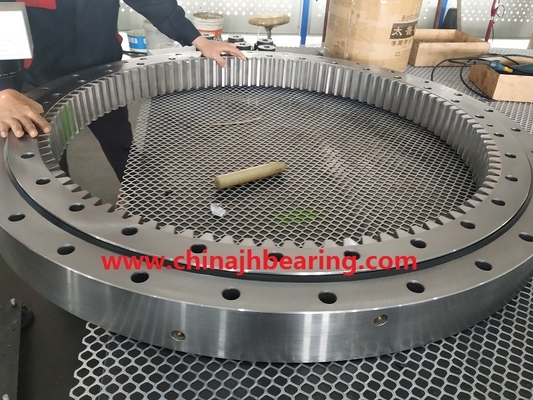
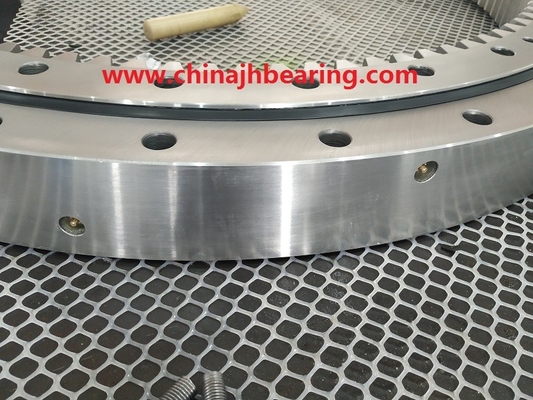
VSI200844N поворотный подшипник, используемый для обработки систем и станков 916x736x56 мм
Подробная информация о продукте:
Оплата и доставка Условия:
|



Подробное описание продукта
| Подшипник Материал: | 42CrMo | носящие зубы: | с зубами |
|---|---|---|---|
| подшипниковое масло: | Да, да. | Носить смазку: | Тавот |
| Качественный период: | 5 лет | Пакет: | Сильный деревянный случай |
VSI200844N поворотный подшипник, используемый для обработки систем и станков 916x736x56 мм
VSI200844N детализация четырехточечных контактных подшипников:
- эти колесные кольца без предварительной загрузки прочны и проверены при очень сложной работе; они предъявляют лишь незначительные требования к плоскости и перпендикулярности соседних конструкций
- они подходят для применения с низкими требованиями к точности и жесткости расположения подшипников, например, в простых металлообрабатывающих машинах,ветроэнергетическое оборудование и строительные машины
VSI200844N Данные подшипников:
| Тип поворотного подшипника | VSI200844N |
| Размер границы: | 916X736XD56 мм |
| Внешний день: | 916 мм |
| Внутренний диаметр: | 736 мм |
| Высота | 56 мм |
| Параметр зубов редуктора: | |
| Зубы редукторов | Внутренние зубы редуктора |
| Угол нажатия | 20 |
| m | 8 |
| z | 94 |
| Материал: | |
| Материал внешнего кольца | 42CrMo,50Mn |
| Материал внутреннего кольца | 42CrMo,50Mn |
| Материал из шаров | GCr15 |
| Пакет: прочный деревянный корпус | |
| Качественный период | 1 год |
![]()
Подшипниковые части
Стальная шарик/роллер:углеродно-хромированная сталь GCr15SiMn или GCr15 для проката
Мы используем сталь или медь 20 # для интегральных и сегментальных клеток, смолу PA 1010 или бронзу QA110-3-105 для клеток типа расстояния.
Печати: использует NBR или VITON, мало шерсти.
Процесс ковки:
Прочие материалы, используемые в производстве подшипников, в основном состоят из стержней и труб, в то время как процесс ковки применяется только к стержням.и подходят для больших и средних подшипников. Ковка может быть разделена на горячую ковку, холодную ковку и горячую ковку.Тепловая ковка - ковка при температуре, не превышающей температуру рекристаллизации., а холодная ковка относится к ковке при нормальной температуре.
Цель ковки феррул: 1. С помощью ковки получать пустой материал с размером, аналогичным продукту, улучшить использование металлических материалов, уменьшить количество обработки и сократить затраты. 2.Ковка может устранить внутренние дефекты металла, улучшить конструкцию, и, таким образом, увеличить срок службы подшипника.
Общий процесс ковки:
Стержневой материал, инспектирование, нагрев, выщелачивание, вторичное нагрев, ковка, прокат, охлаждение, отжигание, очистка
Грубое повороты: грубое повороты выполняются в соответствии с чертежом процесса поворота,и скорость резки и количество резки строго соблюдаются в соответствии с техническими правилами (общая скорость резки составляет 5 оборотов в минуту). Размер резки 10 мм ~ 12 мм).
2.2 Старость грубого поворота: после завершения грубого поворота подшипниковых частей не допускается трехточечная опора и плоская установка (не допускается наложение);и точная обработка поворота может быть выполнена после того, как время старения не менее 48 часов.
2.3 Мелковертящие подшипники При завершении повержения скорость резки составляет от 6 до 8 оборотов в минуту, а количество резки составляет от 0,3 до 0,5 мм.
2.4 Точный поворот: для того, чтобы предотвратить деформацию деталей при окончательном завершении подшипниковых деталей, части должны быть распущены, чтобы сделать их в состоянии без напряжения.Скорость вращения составляет 8 оборотов в минуту и количество резки составляет 0.2 мм.
2.5 Специальный процесс для внутреннего кольца перекрестного и трехрядового роликового поворотного подшипника: для предотвращения деформации внутреннего кольца перекрестного и трехрядового роликового поворотного подшипника после термической обработки.Процесс поворота должен выполняться парами., т.е. проход выполняется в режиме обратной обработки. Перед термической обработкой не производится резка, а резка производится после нагрева.
2.6 Готовый вагон после нагрева: после того, как внутренние и внешние кольца подшипника подвергаются термической обработке, производится процесс поворота готового вагона, и технические процедуры такие же, как 2.3 и 2..43)
Контактная информация
Другие продукты
-
Подшипники для поворотных станков RKS.061.25.1204 Размер 1338X1119X68 мм
-
Рыльцовое кольцо с подшипниками с редукторами.162.14.0744
-
Slewing Ring Bearing RKS.060.20.0944 For Swivel Turntable
-
Свинцовое кольцо Fa-00r3 Внутренняя шестерня Зубной завод 1166X985.6X54 мм
-
Кольцевая подшипница E с четырьмя точками контакта.1200.20.00.C Размер 1198.4X984X56 мм
-
Завод шарикоподшипников с четырехточечным контактом E787/760G2 950*760*80мм