|
|
|
|
|
Конвейерное строительство с использованием шарового подшипника SD.616.20.00.B 616*472*56 мм Не зубы
Подробная информация о продукте:
Оплата и доставка Условия:
|




Подробное описание продукта
| Материал: | 50Mn | печать: | двойная печать |
|---|---|---|---|
| наружный Dia: | 616 мм | Внутренний Dia: | 472 мм |
| Высота: | 56mm | Время доставки: | 45 дней |
Конвейерное строительство с использованием шарового подшипника SD.616.20.00.B 616*472*56 мм Не зубы
4-точечный контактный шар Свинговая подшипница SD.616.20.00.B относится к легкой конструкции, толщина очень тонкая, высота всего 56 мм. Запчасти, включая внутреннее кольцо и наружное кольцо и шарик и двойной уплотнитель. размер границы:616 * 472 * 56 мм.Мы предложили подшипник европейскому клиенту для конвейерной машины.
![]()
Сдвигающийся шаровой подшипник SD.616.20.00.B спецификация следующая:
| Тип поворотного подшипника | СД.616.20.00.B |
| Полный размер | 616*472*56 мм |
| Внешний диаметр | 616 мм |
| Внутренний диаметр | 472 мм |
| Высота | 56 мм |
| Структура | Четырехточечный контактный шаровой поворотный подшипник |
| Прокат | Мяч |
| Материал внутреннего кольца и наружного кольца | 42CrMo,50Mn доступно |
| Материал из шаров | GCr15 |
| Тепловая обработка | огнетушитель + огнеукалыватель 229HB |
| Зубы | Без зубов. |
| Код ГС | 84821000090 |
| Пакет | Деревянный корпус |
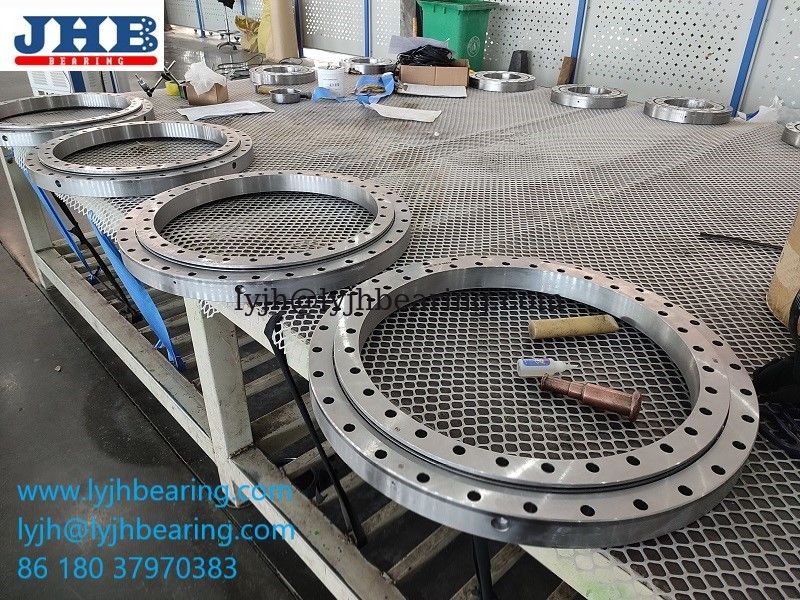
Сдвижное подшипникСД.616.20.00.Bфактическая эталонная картина:
![]()
![]()
![]()
![]()
Сдвижные подшипники - один из наших основных продуктов.
1. четырехточечный контактный шаровой поворотный подшипник (без редуктора, внешнего редуктора, внутреннего редуктора);
2. двухрядные шаровые подшипники (без редуктора, внешний редуктор, внутренний редуктор);
3. скрещенный цилиндрический ролик;(без редуктора, внешнего редуктора, внутреннего редуктора);
4. трёхрядный цилиндрический роликовый поворотный подшипник; ((без передач, внешних передач, внутренних передач);
5. перекрестный конический роликовый поворотный подшипник (без редуктора, внешнего редуктора, внутреннего редуктора);
6. объединенный поворотный подшипник с шариком и роликом. (без редуктора, внешнего редуктора, внутреннего редуктора);
Пакет
1Сначала смазан, затем окружен пластиковой пленкой, крафт-бумагой, синим ремнем, затем упакован в
Деревянный чехол, последний раз собрали в деревянной поддошке.
2 В соответствии с вашими требованиями
Время доставки
1. Для общего продукта, наше время доставки нужно всего 5 дней достаточно (товары на складе).
2.Если у вас есть специальные технические требования или требуется дополнительная обработка, мы сначала
Для заказа нужно всего 25 дней, если это непрерывный заказ, наше время доставки всего 12 дней.
Материал подшипников:
Процесс ковки:
Прочие материалы, используемые в производстве подшипников, в основном состоят из стержней и труб, в то время как процесс ковки применяется только к стержням.и подходят для больших и средних подшипников. Ковка может быть разделена на горячую ковку, холодную ковку и горячую ковку.Тепловая ковка - ковка при температуре, не превышающей температуру рекристаллизации., а холодная ковка относится к ковке при нормальной температуре.
Цель ковки феррул: 1. С помощью ковки получать пустой материал с размером, аналогичным продукту, улучшить использование металлических материалов, уменьшить количество обработки и сократить затраты. 2.Ковка может устранить внутренние дефекты металла, улучшить конструкцию, и, таким образом, увеличить срок службы подшипника.
Общий процесс ковки:
Стержневой материал, инспектирование, нагрев, выщелачивание, вторичное нагрев, ковка, прокат, охлаждение, отжигание, очистка
Грубое повороты: грубое повороты выполняются в соответствии с чертежом процесса поворота,и скорость резки и количество резки строго соблюдаются в соответствии с техническими правилами (общая скорость резки составляет 5 оборотов в минуту). Размер резки 10 мм ~ 12 мм).
2.2 Старость грубого поворота: после завершения грубого поворота подшипниковых частей не допускается трехточечная опора и плоская установка (не допускается наложение);и точная обработка поворота может быть выполнена после того, как время старения не менее 48 часов.
2.3 Мелковертящие подшипники При завершении повержения скорость резки составляет от 6 до 8 оборотов в минуту, а количество резки составляет от 0,3 до 0,5 мм.
2.4 Точный поворот: для того, чтобы предотвратить деформацию деталей при окончательном завершении подшипниковых деталей, части должны быть распущены, чтобы сделать их в состоянии без напряжения.Скорость вращения составляет 8 оборотов в минуту и количество резки составляет 0.2 мм.
2.5 Специальный процесс для внутреннего кольца перекрестного и трехрядового роликового поворотного подшипника: для предотвращения деформации внутреннего кольца перекрестного и трехрядового роликового поворотного подшипника после термической обработки.Процесс поворота должен выполняться парами., т.е. проход выполняется в режиме обратной обработки. Перед термической обработкой не производится резка, а резка производится после нагрева.
2.6 Готовый вагон после нагрева: после того, как внутренние и внешние кольца подшипника подвергаются термической обработке, производится процесс поворота готового вагона, и технические процедуры такие же, как 2.3 и 2..43)
Тепловая обработка
3.1 Отопление поверхности проезжей части: поверхность проезжей части подшипника отопляется при средней частоте, твердость не менее 55HRC, глубина закаленного слоя не менее 4 мм,ширина мягкого ремня менее 50 мм(Иногда клиенты могут запросить карбуризацию, нитрирование, карбонитрирование и т.д.)
3.2 Отогрев после термической обработки: после промежуточной частоты охлаждения внутренних и внешних колец подшипника, он должен быть подвергнут воздействию температуры 200 °C в течение 48 часов перед выпечкой..Чтобы внутреннее напряжение исчезло.
Обработка проката и фрезы ¥4.1 Для подшипников с вращающимися столами с внутренними и внешними зубами, шлифовка и фрезирование зубов должны производиться до процесса шлифования,и они должны обрабатываться в строгом соответствии с технологическими требованиями, с уровнем точности 8 или более.
5) Бурение
5.1 Записывание: после измерения внешних размеров детали выполняются процедуры записывания и позиционирования в соответствии с размерами, указанными на чертеже.Дырки не должны отличаться друг от друга более чем на 3%.
5.2 Бурение: Проверьте размеры линий пишущего по чертежу, а затем выполните процесс бурения после того, как убедитесь, что размеры правильные.Внутренний рукав поворотника подшипника монтажные отверстия должны быть объединены и обработаны, а погрешность между отверстиями при температуре 180°C между мягкими ремнями не должна превышать 5%.
06) Смельчение
6.1 Грубое шлифование: для шлифования используют средний корунд и мягкие трехзернистые гранулярные шлифовальные колеса с 36 градусами и атмосферными отверстиями.Скорость линии регулируется на 1500 оборотов в минуту для предотвращения ожогов на трассеМаксимальная глубина шлифования не должна превышать 1 мм.
6.2 Мелкое шлифование: используйте шлифование смоловых колес с гранулированностью 46° или 60°, количество шлифования должно быть меньше, чем у шлифования грубого шлифования,и отделка должна достигать уровня, указанного на чертеже
Поля применения
Горные машины, портовые подъемные машины, оборудование для перекачки портовой нефти на берегу и в море
Краны, экскаваторы, бетонные машины, бумажные машины, пластиковые и резиновые машины, ткацкие машины
машины, сталелитейные заводы, электростанции, ветряные генераторы, другие строительные предприятия
и промышленные машины или оборудование.
![]()
Контактная информация
Другие продукты
-
Подшипники для поворотных станков RKS.061.25.1204 Размер 1338X1119X68 мм
-
Рыльцовое кольцо с подшипниками с редукторами.162.14.0744
-
Slewing Ring Bearing RKS.060.20.0944 For Swivel Turntable
-
Свинцовое кольцо Fa-00r3 Внутренняя шестерня Зубной завод 1166X985.6X54 мм
-
Кольцевая подшипница E с четырьмя точками контакта.1200.20.00.C Размер 1198.4X984X56 мм
-
Завод шарикоподшипников с четырехточечным контактом E787/760G2 950*760*80мм